



機械進行加工的注意事項和安裝工作方式
機械加工零件由多個表面組成,每個表面都有一定的尺寸和相互的位置要求。零件表面之間的相對位置要求包括兩個方面:表面之間的距離和尺寸精度以及相對位置精度(如軸性、平行性、垂直度、圓跳動等)。對零件表面之間的相對位置關系的研究不能與參考文獻分離,如果沒有明確的基準點,就不能確定零件表面的位置。在一般意義上,基準是基于其他點、線和曲面的位置的點、線和曲面。根據(jù)其功能的不同,該基準可以分為設計基準和工藝基準兩類。
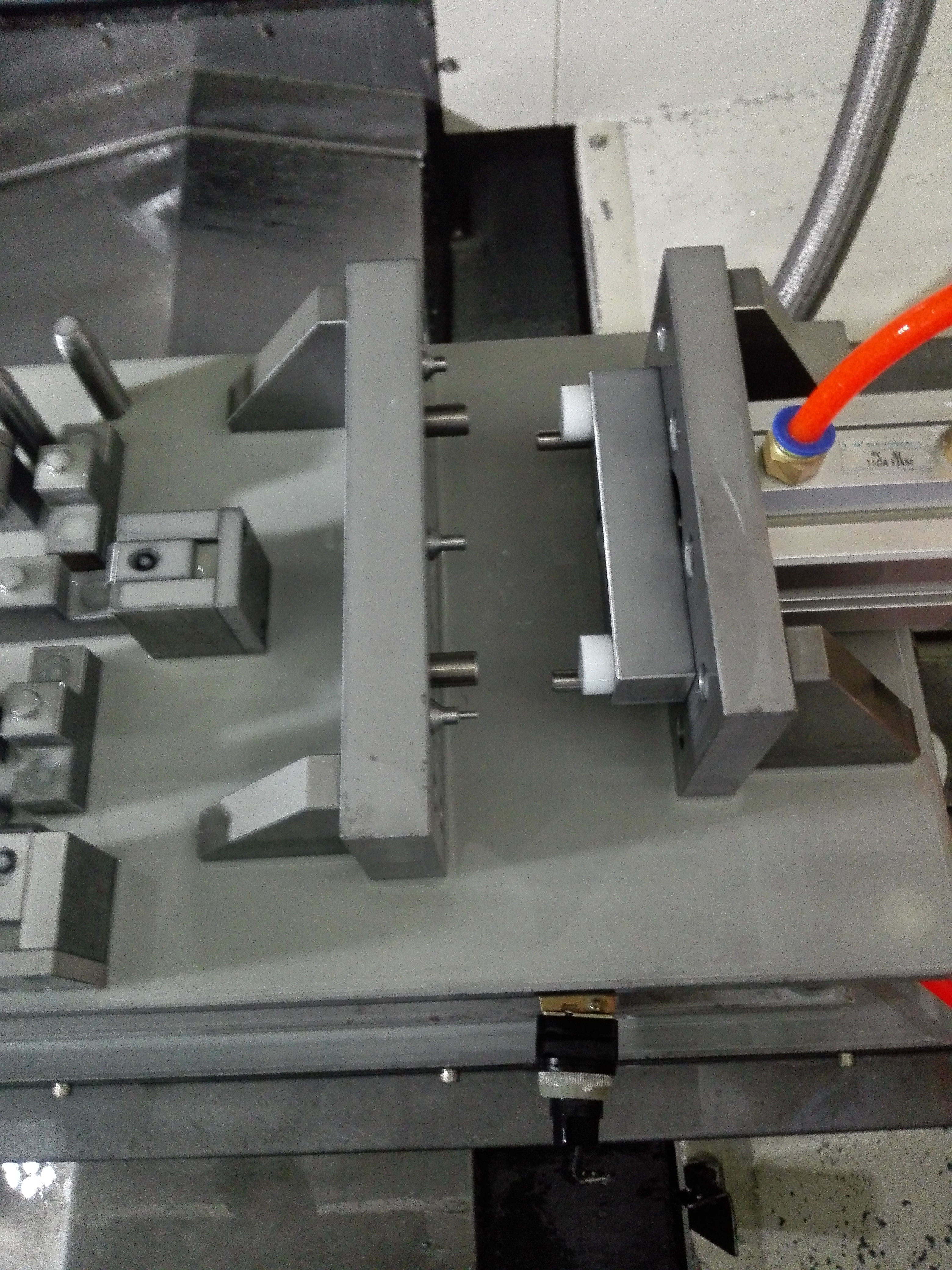
機械加工的工件安裝方式:
為了在工件的一部分上制造出符合規(guī)定技術要求的表面,工件在加工前應在機床上相對于刀具占據(jù)正確位置。 這個過程通常被稱為工件的“定位”。 工件定位后,由于切削力、重力等因素的影響,應采用一定的機構“夾緊”工件,使所確定的位置保持不變。 將工件保持在機器上的正確位置并夾緊工件的過程稱為“安裝”。
工件進行安裝的好壞是機械生產加工中的重要發(fā)展問題,它不僅能夠直接通過影響企業(yè)加工技術精度、工件安裝的快慢、穩(wěn)定性,還影響社會生產率的高低。為了得到保證信息加工材料表面與其相關設計一個基準間的相對位置精度,工件安裝時應使加工表面的設計作為基準相對機床占據(jù)一正確的位置。如精車環(huán)槽工序,為了有效保證環(huán)槽底徑與裙部軸線的圓跳動的要求,工件安裝時使其結構設計基準與機床主軸的軸心線重合。在各種方式不同的機床上加工零件時,有各種環(huán)境不同的安裝工作方法。安裝管理方法我們可以分析歸納為直接找正法、劃線找正法和采用夾具安裝法等3種。
1)定位精度和直接對準速度取決于精度、方法、工具和工人的技術水平。它的缺點是耗時、生產效率低、操作經驗豐富、對工人的技術要求高,僅用于單件、小批量生產。如難以模仿身體的對齊是一種直接尋找方法。
2)劃線找正法此法是在機床上用劃針按毛坯或半成品上所劃的線來找正定位工件,使其可以獲得一個正確進行位置的一種教學方法。
3)捕捉安裝方法:用來夾住工件,使其占據(jù)正確位置的工藝設備稱為機床夾具。切割是機床的附加裝置,它在機床相對刀具位置已預先調整工件,因此在一批工件加工中無需逐一定位,可以保證加工工藝的技術要求,既省功又省麻煩,是一種良好的定位方法,廣泛應用于量產。我們目前的活塞加工是夾緊安裝的方法。